
Pre-Rolled Cone Manufacturing Compliance: A Comprehensive Guide to Quality Standards and Regulatory Requirements
Pre-rolled cone manufacturing has evolved from a simple paper rolling process into a sophisticated industry requiring strict adherence to quality standards and regulatory compliance. As the cannabis industry continues to expand globally, manufacturers must navigate an increasingly complex landscape of testing requirements, certification standards, and quality control measures to ensure their products meet both regulatory demands and consumer expectations. This comprehensive guide explores the critical compliance requirements and quality considerations that every pre-rolled cone manufacturer must understand and implement to succeed in today’s competitive market.
Understanding the Regulatory Landscape
The regulatory environment for pre-rolled cone manufacturing varies significantly across jurisdictions, but several common themes emerge across major markets. In the United States, the Food and Drug Administration (FDA) has proposed Tobacco Product Manufacturing Practices (TPMP) requirements that establish good manufacturing practice standards similar to those governing other FDA-regulated products. These proposed regulations would require manufacturers to implement design controls, establish manufacturing specifications, minimize non-conforming products, and maintain comprehensive traceability systems.
In Canada, pre-rolled cones fall under the Cannabis Act regulations when used as cannabis accessories, requiring compliance with strict packaging, labeling, and safety standards set by Health Canada. The Canadian regulatory framework emphasizes quality and safety standards, including requirements for non-toxic materials and compliance with Good Manufacturing Practices. European markets generally follow similar principles, with additional emphasis on environmental sustainability and worker safety standards.
The patchwork of state regulations in the United States creates additional complexity, with states like California implementing Phase III compliance standards that test for 66 different pesticides and establish strict action limits for heavy metals. These state-specific requirements often exceed federal standards and require manufacturers to adapt their quality systems accordingly.
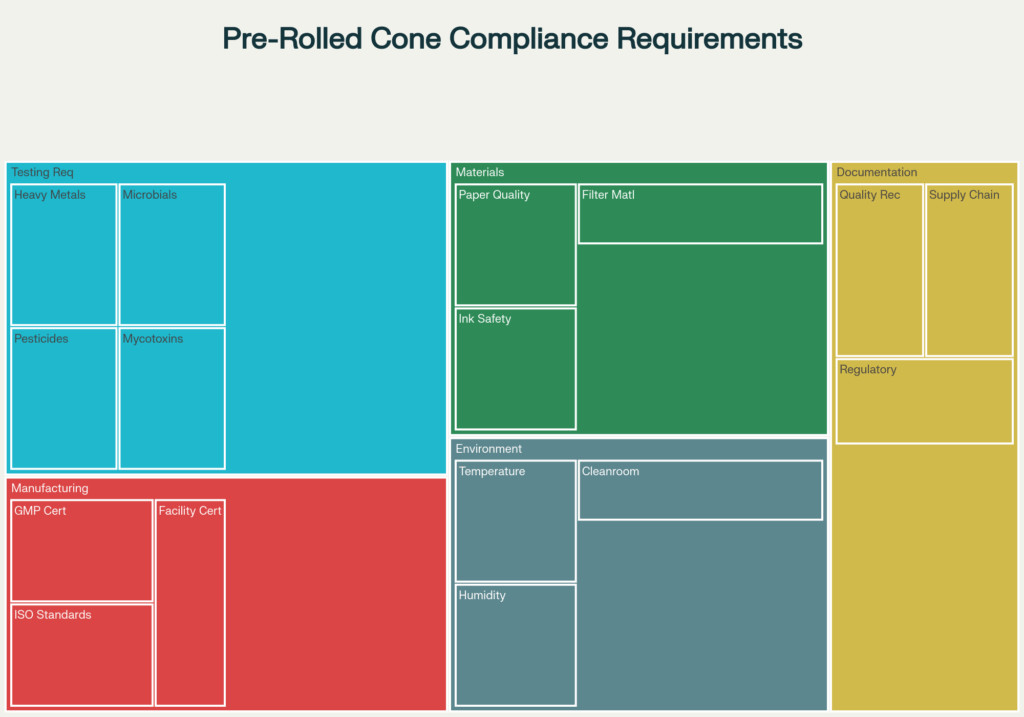
Critical Testing Requirements
Heavy Metals Testing
Heavy metals contamination represents one of the most significant compliance challenges in pre-rolled cone manufacturing. Recent studies have revealed that approximately 90% of rolling papers contain detectable levels of heavy metals, with 8-11% exceeding regulatory action limits. The four primary heavy metals of concern are arsenic, cadmium, mercury, and lead, though some jurisdictions also regulate chromium, copper, nickel, and antimony.
California’s action limits serve as some of the strictest standards globally, with lead limited to 0.5 μg/g, mercury to 0.1 μg/g, arsenic typically at 0.2-0.4 μg/g, and cadmium at approximately 0.2 μg/g. Research has shown that certain paper types, particularly cellulose-based products, can contain heavy metal concentrations exceeding these limits by 100 times or more. Copper contamination from printing inks presents a particular concern, with some products showing levels 4.5-11 times higher than maximum exposure limits for inhalable pharmaceuticals.
Manufacturing processes must include rigorous incoming material testing using inductively coupled plasma-mass spectrometry (ICP-MS) to detect heavy metals at the required sensitivity levels. Suppliers must provide certificates of analysis demonstrating compliance, and manufacturers should implement additional testing protocols for high-risk materials like imported papers and specialty coatings.
Pesticide Analysis
Pesticide contamination in rolling papers gained significant attention following discoveries of chlorpyrifos contamination that caused pre-roll products to fail compliance testing despite the cannabis material having previously passed all tests. This highlighted the critical importance of testing paper components separately from the final cannabis product.
Leading manufacturers now test for up to 96 pesticides following Canadian standards, which encompass all 66 pesticides required under California’s Phase III compliance program. Common pesticides of concern include organophosphates, organochlorines, and neonicotinoids, which can be introduced during the cultivation of fiber crops used in paper manufacturing or through contaminated processing environments.
Testing protocols typically employ liquid chromatography-mass spectrometry (LC-MS) and gas chromatography-mass spectrometry (GC-MS) techniques to achieve the required detection limits. Manufacturers must establish relationships with ISO-certified laboratories capable of performing these analyses and implement regular testing schedules to ensure ongoing compliance.
Microbial and Mycotoxin Testing
Microbial contamination control represents a critical aspect of pre-rolled cone manufacturing, particularly given the potential for mold and bacteria growth in paper products exposed to varying humidity conditions. Standard microbial testing panels include total aerobic count, yeast and mold counts, and specific pathogen testing for E. coli and Salmonella.
Mycotoxin testing focuses on aflatoxins (B1, B2, G1, G2) and ochratoxin A, which are toxic compounds produced by certain molds that can contaminate paper materials during storage or processing. These compounds pose significant health risks when inhaled and are therefore strictly regulated in many jurisdictions.
Environmental controls during manufacturing and storage are essential for preventing microbial contamination. Facilities must maintain appropriate humidity levels, typically 50-55% relative humidity, to prevent mold growth while avoiding the dimensional instability that occurs at lower humidity levels.
Manufacturing Standards and Certifications
Good Manufacturing Practices (GMP)
Good Manufacturing Practices form the foundation of compliant pre-rolled cone manufacturing. GMP encompasses five core principles: people, premises, processes, products, and procedures. Leading manufacturers implement comprehensive GMP programs that address personnel training, facility design, process controls, product quality, and documented procedures.
Personnel requirements include proper hygiene protocols, training programs, and health monitoring to ensure workers do not introduce contamination into the manufacturing environment. Clean working clothes, hand washing procedures, covered wounds, and restrictions on personal belongings in production areas are standard requirements.
Facility design must support contamination control through appropriate air filtration, environmental monitoring, and cleanroom standards where applicable. Many manufacturers implement ISO 7 (Class 10,000) cleanroom standards with HEPA filtration systems maintaining 30-60 air changes per hour. Temperature and humidity control systems are essential for maintaining optimal conditions for both product quality and contamination prevention.
ISO Certifications
International Organization for Standardization (ISO) certifications provide third-party verification of quality management systems and environmental controls. ISO 9001:2015 certification for quality management systems is considered essential for establishing systematic approaches to quality control, customer satisfaction, and continuous improvement.
ISO 14001:2015 environmental management system certification demonstrates commitment to environmental responsibility and sustainable manufacturing practices. This certification is increasingly important as customers and regulators focus on environmental impact and sustainability.
ISO 14644 standards for cleanroom design, construction, and operation provide specific requirements for controlled environments used in pre-rolled cone manufacturing. These standards specify particle count limits, air change requirements, and environmental monitoring protocols necessary for maintaining clean manufacturing conditions.
Forest Stewardship Council (FSC) Certification
FSC certification ensures that paper materials are sourced from responsibly managed forests and supply chains. This certification addresses growing consumer and regulatory demands for sustainable sourcing and environmental responsibility. FSC certification requires comprehensive documentation of supply chains and regular audits to verify compliance with forest management standards.
Material Quality Requirements
Paper Specifications
Paper quality represents the most critical material consideration in pre-rolled cone manufacturing. Ultra-fine European papers are generally preferred for premium products due to their superior burning characteristics and minimal impact on flavor profiles. Key paper specifications include thickness uniformity, tensile strength, burn rate consistency, and absence of chemical treatments that could affect taste or safety.
Basis weight testing ensures consistency across batches and helps maintain proper cone formation during manufacturing. Caliper testing measures thickness uniformity, which affects both printability and smoking characteristics. Moisture content must be carefully controlled, typically maintained at levels that equilibrate with 50±5% relative humidity environments.
Fiber analysis is essential for ensuring paper composition meets specifications and identifying potential contaminants or adulterants. Different fiber types (wood pulp, hemp, rice) have distinct characteristics that affect manufacturing parameters and final product performance.
Ink and Coating Safety
Food-safe inks represent a critical requirement for printed pre-rolled cones, as any inks or coatings will be consumed when the product is used. The FDA has established guidelines for food-contact materials, and manufacturers must ensure all inks meet these safety standards.
Copper-based pigments, commonly used in printing applications, have been identified as a significant source of heavy metal contamination in rolling papers. Eliminating copper-containing inks could reduce median copper concentrations from 30 μg/g to 3 μg/g and eliminate cases where papers alone might exceed daily exposure limits. Alternative pigment systems using food-grade colorants should be prioritized.
Water-based inks are generally preferred over solvent-based alternatives due to their lower environmental impact and reduced potential for residual solvent contamination. However, water-based systems may require slightly higher humidity levels (55±5% RH) during printing operations.
Filter and Tip Materials
Filter materials must meet non-toxic requirements and provide consistent performance across batches. Some manufacturers use polyethylene terephthalate (PETE) tips, though these may introduce additional elements like antimony and chromium that require monitoring. Paper-based filters are generally preferred from a safety perspective, though they require careful sourcing to ensure they meet the same quality standards as the cone papers.
Adhesive systems used to attach filters must be food-safe and provide consistent bonding strength without affecting the burning characteristics of the cone. Quality control testing should include bond strength measurements and verification that adhesives do not introduce harmful chemicals.
Environmental Controls and Facility Requirements
Temperature and Humidity Management
Environmental control systems are essential for maintaining product quality and preventing contamination during manufacturing. The optimal temperature range for pre-rolled cone manufacturing is 23°C ± 1°C, with relative humidity maintained at 50-55%. These conditions prevent dimensional instability in paper products while avoiding static electricity generation and mold growth.
Low humidity conditions below 45% cause paper to shrink, curl, and lose dimensional stability, while also generating static electricity that can cause handling problems and attract contaminants. High humidity conditions above 65% cause paper fibers to absorb moisture rapidly, leading to dimensional changes and potential mold growth.
Advanced temperature and humidity monitoring systems with real-time data logging are essential for maintaining optimal conditions and providing documentation for regulatory compliance. These systems should include alarms for out-of-specification conditions and automatic data recording for quality system documentation.
Air Quality and Filtration
HEPA filtration systems are increasingly common in pre-rolled cone manufacturing facilities to maintain air quality and prevent particulate contamination. These systems remove 99.97% of particles 0.3 microns or larger, significantly reducing the risk of product contamination.
Positive pressure environments help prevent contamination by ensuring clean air flows outward from manufacturing areas. Air change rates of 30-60 per hour are typical for ISO 7 cleanroom standards, though specific requirements may vary based on the manufacturing processes and contamination risks.
Personnel hygiene protocols, including gowning procedures, hand washing stations, and restricted access to manufacturing areas, support air quality maintenance. Sticky mats at entrances remove contaminants from footwear, and airlocks prevent uncontrolled air exchange between clean and non-clean areas.
Facility Design Considerations
Modern pre-rolled cone manufacturing facilities incorporate flush design principles to minimize contamination risks and facilitate cleaning. Smooth, impervious surfaces on walls, ceilings, and floors prevent particle accumulation and microbial growth. Corners are often rounded rather than sharp to eliminate areas where contaminants might accumulate.
Segregation of manufacturing areas based on contamination risk helps maintain product quality. Raw material storage areas, manufacturing zones, and finished product storage should be separated with appropriate environmental controls for each area.
Documentation and record-keeping areas must be protected from manufacturing environment contamination while remaining accessible for quality system management. Electronic record systems are increasingly preferred to minimize paper handling in manufacturing areas.
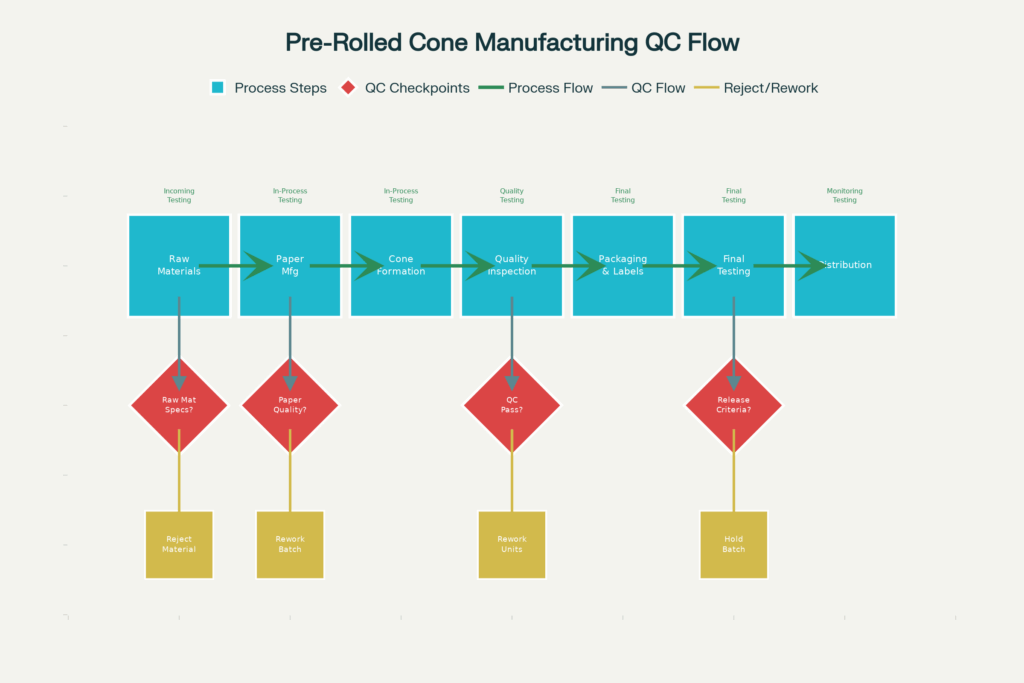
Quality Control Systems and Documentation
Batch Record Management
Comprehensive batch record systems are essential for traceability and regulatory compliance in pre-rolled cone manufacturing. Master manufacturing records must specify all materials, process parameters, quality control requirements, and acceptance criteria for each product.
Batch records should document all raw materials used, including lot numbers and expiration dates, process parameters during manufacturing, quality control test results, and any deviations or corrective actions taken. These records must be reviewed and approved by qualified personnel before product release.
Electronic batch record systems offer advantages in terms of data integrity, search capabilities, and integration with laboratory information management systems. However, paper-based systems remain acceptable provided they include appropriate controls for data integrity and security.
Certificate of Analysis (COA) Management
Certificates of Analysis provide essential documentation of product quality and regulatory compliance. COAs should include results for all required tests, including heavy metals, pesticides, microbials, and mycotoxins, with clear pass/fail determinations based on established specifications.
Trending analysis of COA data helps identify potential quality issues before they result in product failures. Statistical process control techniques can identify shifts in quality parameters that might indicate equipment problems or raw material issues.
Third-party laboratory testing provides independent verification of product quality and regulatory compliance. Laboratories should be ISO-certified and specifically qualified for cannabis and paper product testing to ensure reliable results.
Supply Chain Traceability
Complete supply chain traceability is increasingly required by regulations and customer demands. Manufacturers must maintain records of all raw material suppliers, including their certifications and quality documentation.
Responsible sourcing guidelines, particularly for recovered paper materials, help ensure supply chain integrity and prevent introduction of contaminants. Supplier qualification programs should include on-site audits, quality agreement documentation, and ongoing performance monitoring.
Blockchain and other advanced tracking technologies are beginning to be adopted for enhanced traceability and supply chain transparency. These systems can provide real-time visibility into product location and condition throughout the distribution chain.
Emerging Trends and Future Considerations
Advanced Manufacturing Technologies
Automation and advanced manufacturing technologies are transforming pre-rolled cone production, offering improved consistency, efficiency, and quality control. Modern cone filling machines incorporate precision sensors and control systems that can adjust packing density and distribution based on material characteristics.
Artificial intelligence and machine learning applications are being developed for quality control, offering real-time defect detection and process optimization capabilities. These systems can potentially identify quality issues earlier in the manufacturing process, reducing waste and improving efficiency.
Overall Equipment Effectiveness (OEE) tracking systems help manufacturers optimize production efficiency while maintaining quality standards. These systems monitor availability, performance, and quality metrics to identify improvement opportunities and prevent quality issues.
Sustainability Considerations
Environmental sustainability is becoming increasingly important in pre-rolled cone manufacturing, driven by consumer preferences and regulatory requirements. Sustainable sourcing of raw materials, energy-efficient manufacturing processes, and recyclable packaging are key focus areas.
Water-based adhesives and inks, renewable energy sources for manufacturing, and waste reduction programs are becoming standard practices for leading manufacturers. Life cycle assessments help identify opportunities for environmental impact reduction throughout the product lifecycle.
Circular economy principles, including material recovery and recycling programs, are being integrated into manufacturing operations to minimize waste and resource consumption.
Regulatory Evolution
Regulatory requirements for pre-rolled cone manufacturing continue to evolve as governments develop more comprehensive frameworks for cannabis accessory products. The proposed FDA TPMP regulations would establish comprehensive manufacturing standards similar to pharmaceutical good manufacturing practices.
International harmonization of standards is gradually occurring, though significant differences remain between jurisdictions. Manufacturers operating in multiple markets must navigate these differences while maintaining consistent quality standards.
Emerging contaminants and testing requirements, such as per- and polyfluoroalkyl substances (PFAS) and additional heavy metals, may require expanded testing protocols in the future. Manufacturers should monitor regulatory developments and be prepared to adapt their quality systems accordingly.
Implementation Recommendations
Successful implementation of comprehensive compliance and quality systems requires systematic planning and resource allocation. Manufacturers should begin with gap analyses to identify current deficiencies and develop implementation roadmaps with clear timelines and responsibilities.
Investment in personnel training and development is essential for maintaining quality systems and regulatory compliance. Regular training programs, competency assessments, and continuing education ensure staff members can effectively execute quality requirements.
Technology investments in testing equipment, environmental monitoring systems, and quality management software provide the infrastructure necessary for comprehensive compliance programs. Return on investment calculations should consider not only direct costs but also risk mitigation and operational efficiency benefits.
Regular internal audits and management reviews help ensure quality systems remain effective and compliant with changing requirements. Third-party audits provide independent verification and can identify improvement opportunities that internal systems might miss.
The pre-rolled cone manufacturing industry stands at a critical juncture where quality and compliance requirements are rapidly evolving to match the sophistication of other regulated manufacturing sectors. Success requires comprehensive understanding of regulatory requirements, implementation of robust quality systems, and commitment to continuous improvement. Manufacturers who invest in these capabilities will be well-positioned to meet current requirements and adapt to future regulatory developments while delivering high-quality products that meet consumer expectations and regulatory standards.
Thank you for sharing this information with us.
We are really satisfied to work with your company as we are getting good quality everytime.